
轴承知识
KA型磨粉机更换磨辊时拆装步骤及注意事项
2023-05-04磨粉机是面粉厂的核心设备之一,磨辊是其Z主要的工作部件。磨粉机使用一段时间后,磨辊由于磨损等原因需要重新拉丝或喷砂,这就需要定期更换磨辊。为了便于大家了解更换磨辊的过程,现将我公司KA型磨粉机相关内容介绍如下:
一、准备磨粉机
步骤1、关闭磨粉机,并确保该机不会被启动。
步骤2、中断压缩空气的输入。
二、换辊

步骤1、拆下机体两侧侧门(1)。
步骤2、拆下侧门中间连接体(2)。
步骤3、拆下上磨门(3)。
步骤4、拆下下磨门(4)。
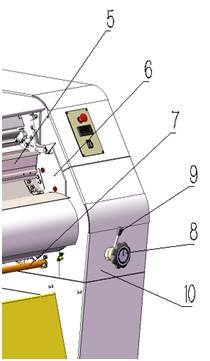
步骤5、拆下导向挡板成套(5)。
步骤6、拆下导向挡板左、右导板(6)。
步骤7、拆下磨辊清理装置(7)。
步骤8、拆下手轮(8)。
步骤9、拆下轧距锁紧装置(9)。
步骤10、拆下曲面横梁(10)。
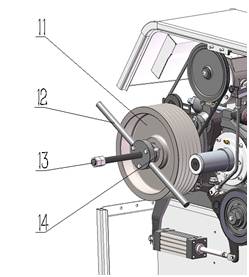
步骤11、用随机工具(12)(13)(14)将主传动带轮(11) 拆下。

步骤12、松开小张紧轮(15)。
步骤13、取下V带(16)。
步骤14、取下喂料辊主动带轮(17)。
步骤15、取下齿轮箱拨叉传动杆(18)。
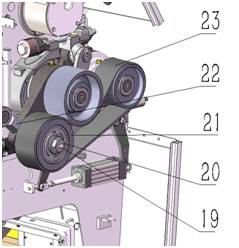
步骤16、松开螺栓(19)。
步骤17、松开张紧轮轴(20)。
步骤18、松开张紧轮调节杆(22)并取下齿楔带(23)。
步骤19、将张紧轮轴(20)和张紧轮(21)一起拆下。
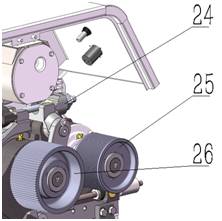
步骤20、根据步骤11,将快辊楔带轮(25)和慢辊同步带轮(26)拆下。
步骤21、拆下轧距粗调节装置(24)。
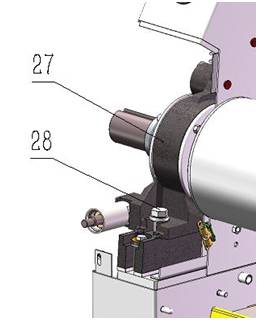

步骤22、松开并拆下快辊轴承座(27)两侧的螺栓(28)。
步骤23、拆下快辊(快辊轴承座一同拆下)。
步骤24、取下轴承座支撑弹簧(32)
步骤25、取下嵌块支架(33)
步骤26、拆下张紧臂(31)
步骤27、松开螺栓(29)并拆下满辊轴承座盖(30)。
步骤28、拆下慢辊(不用拆下慢辊轴承座座体)。
三、拆下磨辊轴承

步骤1、拆下螺钉(1),将外部轴承盖(2)连同轴头隔套(3)一起拔出。

步骤2、用磨辊圆螺母装拆工具(5)松开圆螺母,并从轴上旋出8mm。安装在磨辊对面的磨辊防转板(4)用于反向固定。

步骤3、将液压装拆工具(7)与磨辊轴头的液压油入口对齐,使密封件得以发挥作用。
步骤4、拧紧对面的螺栓(8)。
步骤5、将液压泵(6)的压力软管连接到液压装拆工具(7)上。
步骤6、利用泵所产生的油压,将调心滚子轴承从磨辊轴头的锥形面上压出。
步骤7、打开液压泵(6)上的回流阀。压力被释放,油回流到容器中。
步骤8、拆下液压装拆工具。
步骤9、取下调心滚子轴承和轴承内端面与磨辊辊体端面之间的零部件。
步骤10、在重新使用前?查调心滚子轴承,必要时用汽油清洗并立即加注润滑脂。这项工作将影响调心滚子轴承的使用寿命。
四、安装磨辊
(一)磨辊轴承的安装见图1
1、在此项工作中,每对磨辊需以下备件:
备件1、4个辊体端部密封装置(1)包括密封毡圈
备件1、4个内侧轴承盖(2)包括密封圈,其中2个用于固定端
备件1、4个调心滚子轴承 22315EK(3)
备件1、4个圆螺母(4)
备件1、3个外侧轴承盖(5),全套包括密封圈和润滑油嘴。其中1个轴承盖用于快辊固定端轴承,另两个用于浮动端轴承。
备件1、16个内六角圆柱头螺钉 M10×100。
备件1、2个轴头隔套(5)和2个快辊轴头隔套(6)。
有了这些零件就可以将轴承装上磨辊,可以对轴承进行调整、加润滑脂,并进行密封。
2、安装齿辊:检查磨齿数、磨齿角度和斜度。
3、安装光辊:检查中凸度。
这些数据均刻打在磨辊轴头两端。
4、现在需清理磨辊轴,并涂上少许防锈油。
5、安装步骤见图1
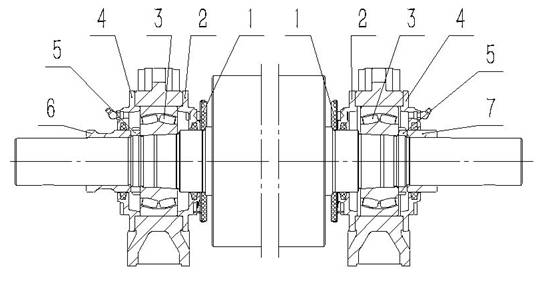
磨辊左端磨辊右端
图1
步骤1、将辊体端部密封装置(1)中的密封毡圈的摩擦面涂上二硫化钼润滑剂。装上此装置,将它的平的毛毡面朝向磨辊辊体辊体端面。
步骤2、装入内侧轴承盖(2)。通过此类轴承盖螺栓孔内的压铆螺母可与外侧轴承盖区分开。在磨辊左侧,即轴承固定端,该轴承盖的凸台为7.5mm,在磨辊右侧,即轴承浮动端,该轴承盖的凸台为3.5mm。
步骤3、装入调心滚子轴承22315EK,品牌为SKF或FAG。这些轴承安装前的初始游隙为0.075-0.090mm。用圆螺母(5)压紧此轴承(圆螺母斜端面超外),直到滚子与轴承外圈之间的间隙减小0.035-0.045mm。但此间隙不能小于0.030mm。测定轴承间隙时,可用塞尺伸过两个滚道。利用随机工具中的磨辊圆螺母装拆工具上紧圆螺母,磨辊另一端连接磨辊防转板。
步骤4、轴承安装正确后,加注250g左右的润滑脂。其中一半加入滚子之间,一半需加入外侧轴承盖(4)。
步骤5、快辊需装入快辊轴承座。
步骤6、磨辊轴端装入对应的轴头隔套(6)。
步骤7、装上外侧轴承盖(4)。通过轴承盖上的注油嘴可与内侧轴承盖区分开。在磨辊左侧,即轴承固定端,该轴承盖的凸台为7.5mm,在磨辊右侧,即轴承浮动端,该轴承盖的凸台为3.5mm。
步骤8、用M10×100的内六角圆柱头螺钉将快辊轴承座内外轴承盖连接在一起。慢辊内外轴承盖用一个M10×100的内六角圆柱头螺钉临时固定。
注:所有密封圈涂上二硫化钼润滑剂。
(二)磨辊的安装
磨辊的安装顺序与拆卸顺序相反。
这里需注意以下几点:
1)阻止辊体端部密封装置转动的端部密封壳体凸缘需置于内侧轴承盖的凹槽内。
2)将前辊装入之前,一定要将轴承座支撑弹簧装上。
3)前辊装入后,一定要测量前辊直径。若前辊直径与气缸限位架右上的读数不一致,则须将承重梁做一些移动,直至刻度与前辊直径相等。然后将相应的螺栓拧紧。
4)利用轧距粗调节装置上的拉杆专用螺母进行轧距的粗调节。
微调螺杆应按照以下要求调节:微调螺杆上的支点销轴和销轴螺母之间的中心距188mm左右。可调节的轧距应根据不同的工艺位置而定,如:1B为0.7mm,光辊轧距Z大为0.3mm。
5)安装导向挡板左右导板前,磨辊必须合轧。合轧后该导板与磨辊之间应有0.5mm左右的间隙。
6)试磨时才重新调整手轮。
(三)刮刀的安装
如果采用刮刀清理装置的磨粉机在换辊时换上的磨辊直径比之前的小,则刮刀左、右支撑需要重新定位,这时就需要使用随机工具中的刮刀调节卡板。
首先旋松承重梁外侧用于固定刮刀左、右支撑的螺栓,直至左、右支撑可以水平移动。
接着将刮刀调节卡板按以下要求安放在刮刀左、右支撑上:使卡板的凹圆角正好朝向前辊。
现在可以利用调节卡板将刮刀左、右支撑水平移动,直到上述凹圆角朝向前辊为止。如此,才算将左、右支撑调节到位。
然后拧紧承重梁外侧用于固定刮刀左、右支撑的螺栓。
如果刮刀先放入一边的支撑上,接着又放到另一个支撑上,则说明刮刀吊挂得合适了。
(四)磨辊传动装置的安装
1、磨辊主传动带轮的安装
磨辊主传动带轮的安装见图2。安装前,需将喂料辊主动带轮和带轮调整隔套正确安装到位。
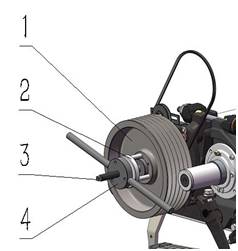
图2
利用随机工具中的磨辊带轮安装支撑座(2)、磨辊带轮装拆轴(3)和磨辊带轮拉马(4)将磨辊主传动带轮(1)安装到位。
2、磨辊楔带轮和同步带轮的安装
磨辊楔带轮和同步带轮的安装方法同磨辊主传动带轮的安装。
3、齿楔带的调整见图3

图3
提示:在磨辊合轧状态下测量预紧力。楔带轮和同步带轮内侧轴向定位端面必须与轴头隔套外端面靠紧。齿楔带在磨辊合轧时要比离轧时松。齿楔带的张紧必须适当且内外侧张紧度必须一致;过松易造成带齿或轮齿断裂、齿的压力作用面的异常磨损;过紧易造成轮齿的异常磨损、异常的运转声响、齿的压力作用面的异常磨损、带轮外周面接触部分的异常磨损。
步骤1、将磨辊合轧。
步骤2、松开螺栓(4)和张紧轮轴(3)。
步骤3、用张紧轮调节螺杆(2)张紧齿楔带(5)。
步骤4、以550Nm的扭矩拧紧张紧轮轴(3)。
步骤5、将慢辊同步带轮(1)逆时针转动3-4周,使所有齿正确啮合。
步骤6、测量皮带固有频率:
接通测量仪。
将测量仪的传感头(6)定位在松弛皮带中间的垂直下方5mm处。
在皮带中部用一个物体(螺丝刀柄)敲击。
读取测量仪上的数据。
重复此过程3-4次,求出平均值。
将皮带张紧得比下表中的数值高3HZ,因为张紧力会在运行后略有下降。
以550Nm的扭矩拧紧张紧轮轴(3),并用螺栓(4)进行固定。
将磨辊离轧。

更换磨辊后,定期检查齿楔带张紧力度:运行60个小时左右,张紧频率调整在40-42Hz范围内;运行150个小时左右,张紧频率调整在38-42Hz范围内;宽度方向内外张紧频率差值≤4Hz。
正常运行后,定期每工作360小时(24小时/日,15日)全面检查一次,张紧频率调整在38-42Hz范围内。
(来源:苹乐粮机集团)