
轴承知识
浅析南钢带钢四辊轧机轴承损坏原因及改进
2021-02-13朱宝将
(南京钢铁股份有限公司)
摘 要:南钢热轧带钢四辊轧机轴承损坏的主要原因是它们在工作中所受的径向及轴向载荷过大造成。工作辊与支承辊轴线的不平行引起其接触面的轴向相对滑动,由此产生较大的轴向滑动摩擦力,轧件在轧制过程中偏离轧制中心线,造成各列轴承径向载荷不均匀,往往会发生某一列轴承径向载荷超载,从而导致整列轴承损坏。因此要研究四辊轧机轴承的受力分析、轧机机架的稳定性等方面,对轴承进行改型、机架进行修复提高设备精度,来提高轧机轴承寿命,减少异常损坏。(南京钢铁股份有限公司)
关键词:四辊轧机;径向力;轴向力;轴承失效;改进
南钢带钢厂精轧四辊轧机共6架,每台轧机工作辊轴承采用2097938四列圆锥滚子轴承,支承辊轴承采用6890250四列短圆柱轴承和1060深沟球止推轴承组合。持续对生产现场轧制规格及钢种以及机械、液压系统传动稳定性跟踪,持续对轧辊轴承寿命跟踪统计分析,持续对每一支烧损的轴承进行解体检查分析,发现工作辊2097938轴承损坏主要发生在靠近轧机操作侧轧辊辊径侧的这一列轴承先损坏造成整列轴承损坏,支承辊6890250轴承主要是四列短圆柱轴承外圈及滚动体碎裂。
1 轧辊轴承损坏原因分析
1.1工作辊2097938轴承损坏原因分析
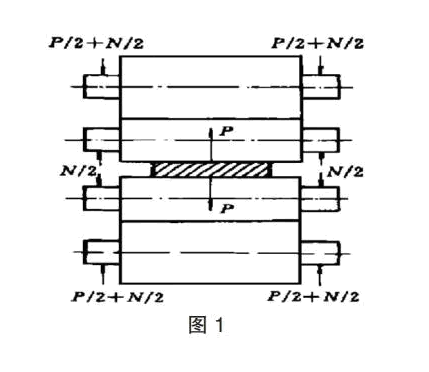
持续对每一支烧损的轴承进行解体检查分析,结合烧损轴承寿命跟踪统计以及轧制的钢种及规格,以及轧机设备、液压系统运行稳定性分析,发现工作辊2097938轴承烧损的主要发生在是轧机操作侧固定端某一列轴承,而传动侧自由端轴承烧损很少发生,而且从烧损现象上看轴承润滑良好,但是轴承外圈和保持架断裂,部分损坏的轴承滚动体断裂。图1所示为四辊轧机工作辊与支承辊的受力分析简图,从受力情况分析来看,带钢产品在轧制过程中,轧件的变形抗力主要是通过工作辊向支承辊传递,轧制轴向力主要是轧件与工作辊间之间的摩擦力向工作辊传递。也就是说工作辊2097938轴承在轧制过程中受到轧制轴向力较多,而支承辊6890250轴承在轧制过程中受到轧制径向力较多。从现场损坏的轴承解体后检查分析与理论分析一致,当生产的带钢轧制力大且此时机架系统稳定性差时,轧制轴向力就会对工作辊固定端轴承影响很大,会造成工作辊轴承损坏,由此可以得出工作辊轴承损坏主要是受到较大轴向力所致。当然任何四辊轧机在轧制过程中都会产生轧制轴向力,南钢带钢厂轧机机架1996年投产以来使用年限较长,机架工作辊窗口与支承辊窗口形位公差偏差较大,机架窗口中心与轧辊轴线不平行度较大,存在较大的交叉角,在轧制过程中必然会产生较大的轴向力。
1.2支承辊辊轴承损坏原因分析
如前面的轧辊受力分析可知,支承辊主要承受轧制时的径向力,由于南钢带钢厂机架牌坊尺寸受限,支承辊轴承选型为6890250四列短圆柱轴承,轴承损坏现象基本上为滚动体碎裂及轴承外圈跑道驳落。从损坏现象上可以分析得出支承辊轴承损坏的原因只要为过载疲劳损坏。
2 减少轧辊轴承损坏改进措施
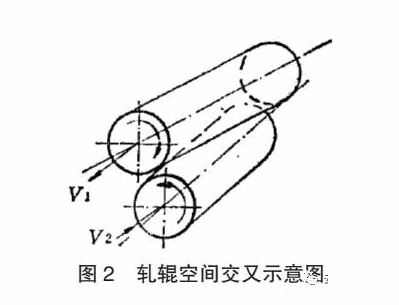
轧辊在装入机架内后,由于机架窗口形位公差控制不当、工作辊及支承辊轴承座磨损、轧辊磨削精度低、轧机底板里外侧偏差大,轧制中心线偏移过大,里外侧轧辊辊缝调整不一致,这些均会造成轧辊轴线空间交叉。如图2所示。
针对南钢带钢厂现状,为减少四辊轧机轴承异常损坏,需采取以下改进措施:
(1)从提高机架稳定性入手:一方面日常检修时安排专人对6台机架有计划性的检测机架牌坊窗口尺寸,发现窗口尺寸偏差在0.8mm以上的,须更换轧机衬板来控制窗口尺寸,年修时对轧机机架牌坊进行大修提高機架精度;另一方面对工作辊平衡缸及上支承辊平衡缸进行检查减少跑冒滴漏和内泄;以及对轧机里外侧底板标高进行检查,标高差控制在0.5mm内。
(2)从提高轴承座精度和轧辊装配质量入手:每6个月对所有轧辊轴承座外部尺寸、对称度及内孔尺寸、椭圆度进行检测,超过图纸公差范围的轴承座进行修复或报废更新;对每支轧辊装配按规范装配并进行标识记录统计,便于追溯查找原因。
(3)提高轧辊车磨削精度,轧辊圆度及椭圆度控制在0.03mm内。
(4)提高生产操作水平:一方面控制粗轧进入四辊轧机来料尺寸,减少轧件对轧辊的冲击力;一方面提高四辊轧机轧制中心线对中、两侧压下量均衡,各机架压下量均衡分配,有效控制轧件轧制力均衡。
(5)对轧辊轴承进行改进:将工作辊2097938轴承滚动体及轴承内外圈厚度进行重新分配,提高承受轴向力能力;将支承辊6890250轴承改型为6890260,同时对支承辊轴承材质Cr15改进为渗碳钢材料。
3 结束语
通过对上述改进措施落实、跟踪使用效果,发现轧机轴承在线烧损率由原来的5.7支/万吨降低到3.5支/万吨,下降幅度达到38%。
参考文献:
[1]苏玉达.降低窄带钢热轧机轴承消耗的措施[J].轧钢,2003(03):57-58.
[2]刘仁辅.四辊式中厚板轧机轧辊轴向窜动初探[J].轧钢,1995(06):6-10.
[3]赵林.轧制轴向力问题研究现状与发展[J].轧钢,1997(01):47-49.
来源:《山东工业技术》2019年第9期